English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


Los perfiles de aluminio son materiales de aluminio con diferentes formas de sección transversal obtenidos por fusión en caliente y extrusión de varillas de aluminio. El proceso de producción de perfiles de aluminio incluye principalmente tres procesos: fundición, extrusión y coloración (la coloración incluye principalmente oxidación, recubrimiento electroforético, rociado de fluorocarbono, rociado de polvo, etc.).
Los materiales de aluminio son extremadamente inestables en el aire y pueden formar fácilmente películas de óxido que son difíciles de reconocer a simple vista. Debido a los diferentes métodos de procesamiento de las piezas de aluminio, como la fundición, el corte directo de láminas extruidas, el procesamiento mecánico de precisión o el tratamiento térmico o la soldadura después de diferentes procesos, la superficie de la pieza de trabajo presentará diferentes estados y diversos grados de suciedad o marcas. Por lo tanto, en el proceso de pretratamiento, el proceso de pretratamiento debe seleccionarse en función de la situación real de la superficie de la pieza de trabajo. En el proceso de pretratamiento, se debe prestar atención a: aunque la película de óxido natural en la superficie de las piezas mecanizadas finas solo se forma inicialmente, la superficie sin mecanizar queda con una capa de óxido excesivamente gruesa formada durante el proceso de fundición, y se forma una capa de coque sinterizado aceitoso antes de que la pieza de trabajo se transfiera al proceso de tratamiento térmico o soldadura. Las precauciones del tratamiento son las siguientes:
(1) Los problemas a tener en cuenta en el proceso de pretratamiento de las piezas finas mecanizadas: aunque la película de óxido natural en la superficie de las piezas finas mecanizadas se acaba de formar y es fácil de quitar, es grasosa, especialmente en y alrededor del ojal (agregado debido a las necesidades de lubricación durante el mecanizado). Dichas piezas deben limpiarse primero con disolvente orgánico. Si usa álcali directamente, no solo es grasoso y difícil de eliminar, sino que la superficie mecanizada fina no puede resistir la fuerte corrosión alcalina durante mucho tiempo. El resultado también afectará la rugosidad y el ajuste de tolerancia de la superficie de la pieza de trabajo, lo que puede eventualmente convertirse en un producto de desecho.
(2) Los problemas que deben tenerse en cuenta en el proceso de pretratamiento de piezas moldeadas de fundición. No todas las superficies de las piezas fundidas han sido procesadas mecánicamente. Las superficies sin mecanizar tienen una capa de óxido excesivamente gruesa formada durante el proceso de fundición, y algunas incluso contienen capas de arena. En este momento, la película de óxido original en esta área debe eliminarse primero utilizando métodos de mecanizado o pulido con arena, o procesarse después del lavado con álcali. Solo de esta manera se puede eliminar la capa original de óxido en el área sin procesar y evitar que cambien las dimensiones de tolerancia del área mecanizada.
(3) Durante el proceso de pretratamiento de piezas de trabajo que han sido sometidas a tratamiento térmico o soldadura, se debe prestar atención a los siguientes aspectos: de acuerdo con los requisitos del proceso, las piezas de trabajo deben limpiarse con solventes orgánicos antes de ser transferidas al tratamiento térmico. o proceso de soldadura para eliminar las manchas de aceite de la superficie. Sin embargo, actualmente, esto generalmente no es posible. Por lo tanto, se forma una capa de coque aceitoso y sinterizado en la superficie de las piezas de trabajo, que es difícil de eliminar en disolventes orgánicos. Si se sumerge en una solución alcalina, causará corrosión local, producirá picaduras o irregularidades, lo que afectará seriamente la calidad del producto. Remoje esta capa de material de coque en ácido nítrico concentrado para ablandarlo. Después de que el material de coque se ablande, enjuáguelo ligeramente en una solución alcalina para eliminarlo por completo.
1、 Aire residual causado por cizallamiento en caliente de barra larga
La superficie de corte formada durante el corte térmico de la barra de la columna no es absolutamente perfecta ni vertical. El simple cizallamiento en caliente con varillas largas de perfiles de aluminio industriales puede causar una flexión severa de las barras de la columna, lo que da como resultado secciones transversales elípticas y esquinas redondeadas extremadamente grandes en un extremo del perfil de aluminio. Incluso con el nuevo tipo de cizallamiento en caliente de barra larga, el ángulo del borde de la columna cizallada siempre produce chaflanes, que son buenos lugares para residuos de aire.
Solución: Realice inspecciones estándar en varillas de aluminio y elimine decididamente las varillas de aluminio no calificadas.
2、 Molestias causadas por el aire residual
Trastornar resultó en aire residual. Solo cuando el diámetro del cilindro que contiene los lingotes de aluminio es mayor que el diámetro de la varilla, se puede colocar la varilla dentro del cilindro que contiene los lingotes de aluminio. Después de aplicar presión a la columna dentro del cilindro de lingote de aluminio, lo que hace que la columna se expanda hasta el diámetro del cilindro de lingote, se debe descargar el gas transportado. Si el gas no se descarga, permanecerá en el lingote de aluminio y se convertirá en burbujas.
Solución: configure las juntas de extrusión en función del tamaño mínimo del revestimiento interior del cilindro de extrusión, reemplace regularmente el cilindro de extrusión, inspeccione la corrosión y el lavado del cilindro de extrusión y la almohadilla de extrusión, mida el diámetro interior y exterior del cilindro de extrusión, y configure las juntas de extrusión apropiadas; Limpie el cilindro de extrusión una vez por turno con almohadillas de limpieza y realice regularmente una limpieza anticorrosiva en el cilindro de extrusión.
3、 La conexión de dos varillas de aluminio genera aire residual
Debido a la conexión de dos varillas de aluminio, se produjeron residuos de aire. Debido a que la superficie de las dos varillas cortas es básicamente plana, la probabilidad de que entre aire es muy pequeña. La calidad del aserrado afecta directamente la cantidad de aire transportado entre dos varillas cortas. En la actualidad, existe una alta tecnología que puede evitar que dos varillas cortas se conecten y eliminar la posibilidad de que entre aire.
Solución: Determine una longitud razonable de varilla de aluminio en función de los parámetros del proceso, como el peso unitario del perfil y el número de piezas de descarga.
Los perfiles de aluminio se dividen en:
1. Perfiles industriales de aluminio: utilizados principalmente para aviones, trenes, radiadores industriales, automóviles, electrodomésticos, etc.
2. Perfiles de construcción de aleación de aluminio: se utilizan principalmente para la construcción de puertas y ventanas, muros cortina, decoración de interiores y exteriores, y perfiles de aluminio para estructuras de construcción.
Los perfiles de aluminio se dividen en:
1. Material de aluminio anodizado: la superficie del perfil es anodizada, coloreada electrolíticamente o coloreada orgánicamente.
2. Material de aluminio pintado electroforético: La superficie del perfil se trata con una combinación de anodizado y pintura electroforética.
3. Material de aluminio rociado con polvo: La superficie del perfil está recubierta con polvo de polímero orgánico termoendurecible.
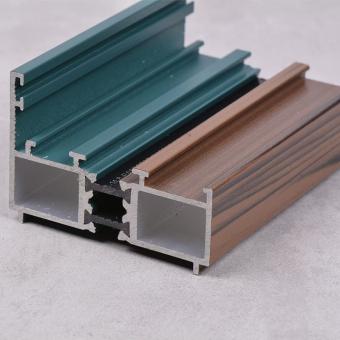
4. Aluminio pulverizado con pintura de fluorocarbono: la superficie del perfil está recubierta con pintura de fluoruro de polivinilideno. En la actualidad, el perfil de aislamiento de uso común es un tipo de perfil de aleación de aluminio que adopta tiras o compuestos de fundición.
Indicadores clave:
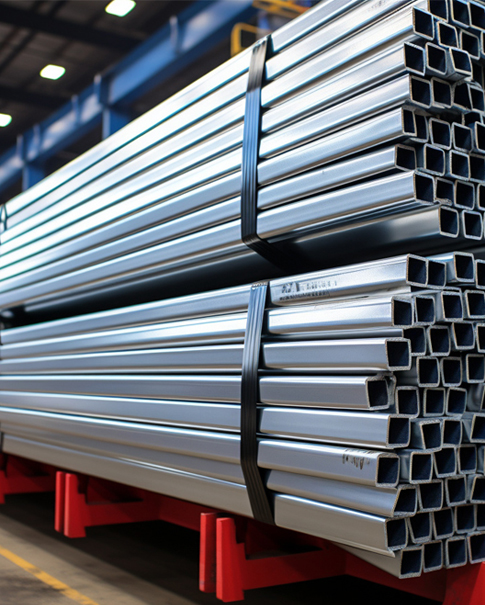
1. Calidad de apariencia: La superficie de los perfiles anodizados no debe tener defectos como quemaduras eléctricas o desprendimiento de película de óxido que afecten su uso; La película de pintura de los perfiles electroforéticos, en polvo y de fluorocarbono después de pintar debe ser uniforme, limpia, lisa y libre de defectos tales como arrugas, grietas, burbujas, marcas de flujo, inclusiones y desprendimiento de la película de pintura que puedan afectar su uso. Sin embargo, se permite la ausencia local de película dentro de los 80 mm del final del perfil. La calidad de la apariencia de los perfiles de construcción de aleación de aluminio afecta el efecto decorativo de los edificios. Por lo tanto, la superficie de los perfiles de fábrica debe cubrirse con una película para evitar arañazos, golpes y corrosión en la superficie durante el transporte y el apilamiento. Algunos perfiles de construcción de aleación de aluminio en el mercado tienen manchas de agua y moho en sus cavidades internas,
2. Grosor de la pared: el grosor de la pared de los perfiles es uno de los principales factores que afectan la resistencia de las piezas procesadas, y el perfil principal es la parte de carga en ingeniería. Por ejemplo, el pequeño espesor de pared nominal del perfil principal de la ventana exterior no debe ser inferior a 1,4 mm.
3. Grosor de la película: la resistencia a la corrosión de la superficie de los perfiles de aleación de aluminio extruido no es fuerte y es necesario un tratamiento de la superficie para aumentar la resistencia a la corrosión, la resistencia al desgaste y la apariencia estética del material de aluminio. Los niveles de espesor de película de los materiales de aluminio anodizado se dividen en AA10, AA15, AA20 y AA25. Los niveles de espesor de la película de los materiales de aluminio pintado electroforéticamente se dividen en ABS. El espesor del recubrimiento en las superficies decorativas de aluminio rociado con polvo es ≥ 40um en áreas pequeñas, y el espesor del recubrimiento en las superficies decorativas de aluminio pintado con fluorocarbono varía según el tipo de recubrimiento. El espesor de película promedio del segundo recubrimiento es ≥ 30 um, el espesor de película promedio del tercer recubrimiento es ≥ 40 um y el espesor de película promedio del cuarto recubrimiento es ≥ 65 um
4. Composición química y propiedades mecánicas: La composición química y los parámetros técnicos de rendimiento mecánico de los perfiles de aleación de aluminio varían según su marca y estado de suministro. Los clientes deben verificarlos uno por uno contra los estándares (contratos).
5. Color y diferencia de color: los diferentes grados y estados de suministro de las aleaciones tienen diferencias en el color y la diferencia de color. Se recomienda considerar completamente el impacto del color y la inconsistencia de la diferencia de color en la estructura del edificio al seleccionar los grados de aleación y el estado del suministro.
6. Resistencia a la corrosión por niebla salina, resistencia a la abrasión, resistencia a la intemperie, resistencia al mortero, etc.: estos son parámetros técnicos importantes de los perfiles de aleación de aluminio, que reflejan su rendimiento y afectan su uso.



 Red IPv6 compatible
Red IPv6 compatible