English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


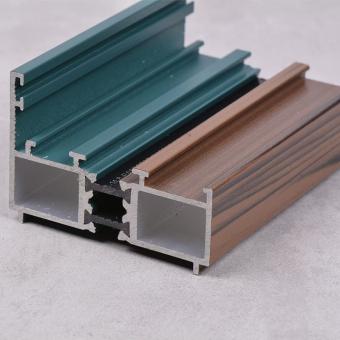
Principales defectos y causas de los materiales de extrusión de aleación de aluminio
Los defectos generalmente se refieren a áreas que no cumplen con los estándares o condiciones del pedido, lo que afecta la apariencia o el uso del producto. Son evitables en la producción y son un reflejo directo de la calidad del producto.
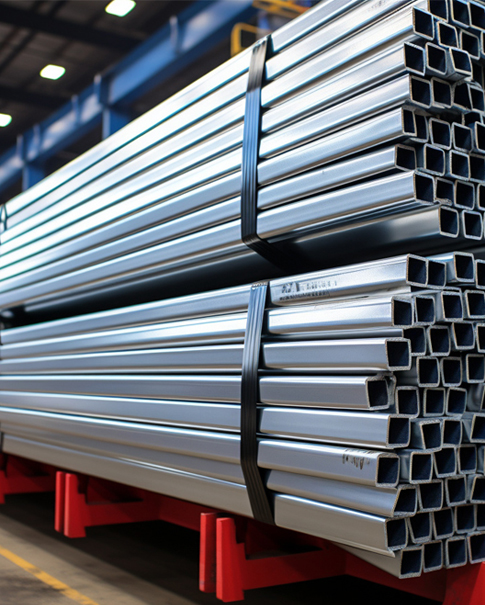
Defectos aceptables que solo afectan la apariencia del producto y pueden eliminarse mediante acabado o procesamiento posterior sin afectar su uso, como contaminación de la superficie, rayones y rayones que no estén fuera de tolerancia, picaduras, dobleces, torsiones, espacios planos, peladuras, burbujas, grietas de extrusión, dimensiones, etc. Estos defectos generalmente se producen durante la extrusión y los procesos posteriores de acabado, embalaje y transporte.
Defectos inaceptables que no pueden eliminarse mediante acabado o procesamiento posterior, como anillos de cristal gruesos, estratificación, contracción, soldadura deficiente, detección de fallas no calificada, película excesiva de óxido, escoria metálica y no metálica, grietas por tratamiento térmico, sobrequemado o sobrecalentamiento, como así como rayones y rayones excesivos, dobleces, torsiones, espacios planos, descamaciones, grietas por extrusión, dimensiones, etc. Algunos de estos defectos se heredan de la calidad metalúrgica, como inspección no calificada, película excesiva de óxido, escorias metálicas y no metálicas, etc. ., y algunos son causados por motivos de proceso y molde en la producción de extrusión.
Contaminación de la superficie, rayones y golpes: escasa conciencia de la calidad durante la producción y falta de protección de las superficies del producto; O hay un problema con el método de embalaje, que puede provocar colisiones o rozamientos durante la rotación y el transporte.
Arañazos: el área de trabajo del molde no se limpia a fondo; La pista de trabajo de la prensa o de la sierra no se limpia a fondo.
Superficie picada: dureza insuficiente de la zona de trabajo del molde; La temperatura de extrusión es demasiado alta; La velocidad de compresión es demasiado rápida.
Doblado, torsión, holgura plana: problemas de diseño del molde; Temperatura o velocidad de extrusión irrazonables; La temperatura del medio de enfriamiento es demasiado baja; Estiramiento insuficiente u otros métodos de acabado.
Descamación y burbujas - lingotes sueltos; El tamaño de la plataforma de extrusión no es razonable; Manchas de aceite en la superficie del lingote o cilindro de extrusión; Exprima la temperatura o la velocidad demasiado rápido.
Exprima las grietas: la temperatura o velocidad de extrusión es demasiado rápida.
Tamaño: diseño de molde irrazonable; El control de la velocidad de extrusión es inconsistente antes y después.
Anillo de cristal grueso: control inadecuado de la composición de la aleación; Diseño de proceso de extrusión irrazonable; La temperatura del tratamiento térmico es demasiado alta y el tiempo de aislamiento demasiado largo.
Formación de capas: defectos superficiales del lingote que no se limpian mediante torneado; Manchas de aceite en la superficie del lingote o cilindro de extrusión; Diseño de molde irrazonable.
Cola que se encoge: la velocidad de compresión es demasiado rápida; La diferencia de temperatura entre el cilindro de extrusión y el lingote es grande; Menos extrusión residual o menor eliminación del final del producto; Hay manchas de aceite en la superficie del lingote o del cilindro de extrusión.
Mala soldadura: diseño de molde irrazonable; Tonelaje insuficiente de la prensa; Baja temperatura de extrusión; Pequeño coeficiente de extrusión; Velocidad de extrusión rápida; Manchas de aceite en piezas extruidas, herramientas o moldes.
Detección de fallas no calificada: lingote de mala calidad con porosidad severa, película de óxido, inclusiones, etc. El proceso de tratamiento térmico no es razonable.
Sobrequemado o sobrecalentamiento: alta temperatura de calentamiento y mucho tiempo antes de la extrusión; Alta temperatura de extrusión y velocidad rápida; Alta temperatura de calentamiento durante el tratamiento térmico.
Excesiva película de óxido, impurezas metálicas y no metálicas: mala calidad metalúrgica de los lingotes.
Grietas por tratamiento térmico: producto de gran espesor, baja temperatura del medio de enfriamiento y velocidad de enfriamiento rápida.



 Red IPv6 compatible
Red IPv6 compatible