English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


1. Hay costuras o mala soldadura.
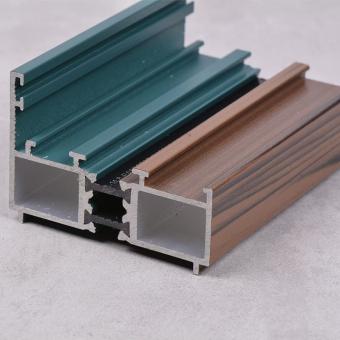
Los perfiles huecos de aleación de aluminio se extruyen utilizando una matriz combinada de derivación plana. El metal pasa por el proceso de derivación y soldadura, por lo que hay líneas de soldadura en los perfiles huecos. Si la soldadura del metal no es buena y aparecen huecos, es un defecto. Hay dos razones para la brecha. Una es que el orificio de derivación y la cámara de soldadura son pequeños, el flujo de metal es insuficiente y el metal no forma suficiente presión hidrostática en la cámara de soldadura. El producto no está bien soldado y sale del orificio de la matriz, lo que provoca que el producto se suelde. Brechas; el segundo es causado por una lubricación excesiva y una mala lubricación que provocan una mala soldadura de los perfiles huecos. Lo primero se puede resolver rectificando o fresando para agrandar el orificio de derivación y el área de la cámara de soldadura, y aumentar el flujo de suministro de metal, de modo que el metal pueda formar suficiente presión hidrostática en la cámara de soldadura. Esto último se puede solucionar mediante el uso de un proceso de extrusión no lubricado.
2. La pared del perfil de aleación de aluminio tiene una superficie arqueada cóncava o convexa.
1) La razón de la superficie arqueada cóncava de la pared hueca del perfil de aleación de aluminio: la correa de trabajo del núcleo del molde es más baja que la correa de trabajo del orificio inferior del molde y la longitud efectiva de la correa de trabajo del núcleo del molde es demasiado corta. Método de corrección: Coloque un anillo espaciador entre el núcleo del molde y el molde inferior de modo que la correa de trabajo del núcleo del molde esté a la misma altura que la correa de dimensionamiento del orificio del molde inferior bajo tensión. Al mismo tiempo se reduce el mismo espesor a la salida del molde inferior.
2)Razones para el abultamiento de la pared hueca del perfil de aleación de aluminio: el molde se ha utilizado durante demasiado tiempo, la correa de trabajo del núcleo del molde está muy desgastada, aparecen ranuras y aumenta la resistencia a la fricción. El lento flujo de metal hace que la pared del perfil hueco se abombe. Método de corrección: si la tolerancia del espesor de la pared del perfil lo permite, puede limar o pulir la superficie de la correa de trabajo del núcleo del molde para reducir la resistencia a la fricción; Si el desgaste de la correa de trabajo del núcleo del molde es grave y el espesor de la pared del perfil ha alcanzado la desviación superior, el molde se puede precalentar a aproximadamente 300 °C, reparar, soldar la forma del núcleo del molde, luego limarlo al tamaño requerido y pulirlo. antes de usar; Si la correa de trabajo del núcleo del molde no está desgastada, lime la obstrucción exterior y el estancamiento interior de la correa de trabajo del núcleo del molde. Eso es todo.
3. Rayas superficiales en perfiles de aleación de aluminio.
Aparecen rayas en la superficie exterior de los perfiles extruidos, que son más evidentes después del anodizado. Este defecto se ve principalmente en las partes con grandes diferencias en el espesor de la pared del perfil, las partes soldadas del metal debajo del puente de derivación y la parte posterior con "ramas" y orificios roscados en el interior.
causa:
1)Las "ramas" y los orificios roscados en el interior del perfil provocan rayas en la superficie debido a un suministro de metal insuficiente o excesivo;
2)Rayas en la superficie del perfil causadas por el área de soldadura debajo del puente de derivación del molde;
3)Problemas en el diseño de la sección transversal del perfil. Debido a la gran diferencia de espesor de pared del perfil, las partes donde la longitud de la correa de trabajo cambia repentinamente producirán una diferencia de color similar a una franja después de la anodización;
4)Debido a la capacidad de enfriamiento insuficiente de la máquina, se producen áreas de rayas negras después de la anodización;
5)La calidad del tocho fundido en sí no es buena, lo que afecta la diferencia de color de las franjas después de la anodización del material extruido.
Método de corrección:
1)Compruebe si existen grandes diferencias en el espesor de la pared, ramas y orificios roscados en la superficie decorativa del perfil en los dibujos del cliente;
2)El puente de derivación debe diseñarse en la superficie no decorativa del perfil. Al tiempo que se garantiza la resistencia del molde, la cámara de soldadura debe ser lo más grande posible para que el metal pueda formar suficiente presión hidrostática;
3)Para tuberías de gran diámetro o moldes de perfiles huecos de gran tamaño, se puede proporcionar una cámara de soldadura superior en el molde macho;
4)Para las "ramas" o rayas en los orificios roscados en el interior del perfil, el método de reparación del molde es pulir la correa de trabajo del orificio del molde de estas piezas, pulirlas para suavizarlas o modificar o reducir el radio de transición de conexión de estas. partes;
5)A veces las rayas están formadas por el propio material de fundición, lo que requiere una temperatura de calentamiento uniforme y un recocido de homogeneización completo;
6) Después de que el material extruido sale del orificio de la matriz, su tamaño de grano depende de la temperatura que ingresa a la zona de enfriamiento y de la velocidad de enfriamiento en la zona de enfriamiento. Si la temperatura de enfriamiento es demasiado baja y la velocidad de enfriamiento es desigual, los granos serán demasiado grandes o el tamaño del grano será desigual. La diferencia de color será más obvia después de la anodización, lo que requerirá que el operador ajuste la presión del aire y la presión del agua de refrigeración del sistema de refrigeración de manera oportuna.



 Red IPv6 compatible
Red IPv6 compatible